哈尔滨已有公司取得一种稳定性高的机械加工用夹持装置专利
长沙机械加工中心源韵机械得悉一则音讯,也便是金融界2024年2月5日音讯,该音讯称据国家知识产权局公告,哈尔滨新光光电科技股份有限公司获得一项名为“一种稳定性高的机械加工用夹持装置“,授权公告号CN220427554U,请求日期为2023年5月。
2024-02-09

一、304(常用)
韧性大、易粘刀、耐腐蚀一般
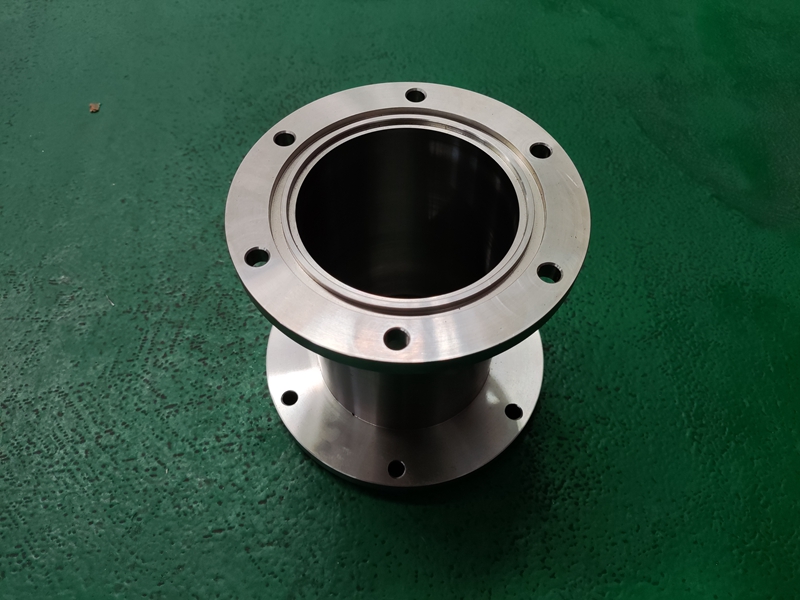
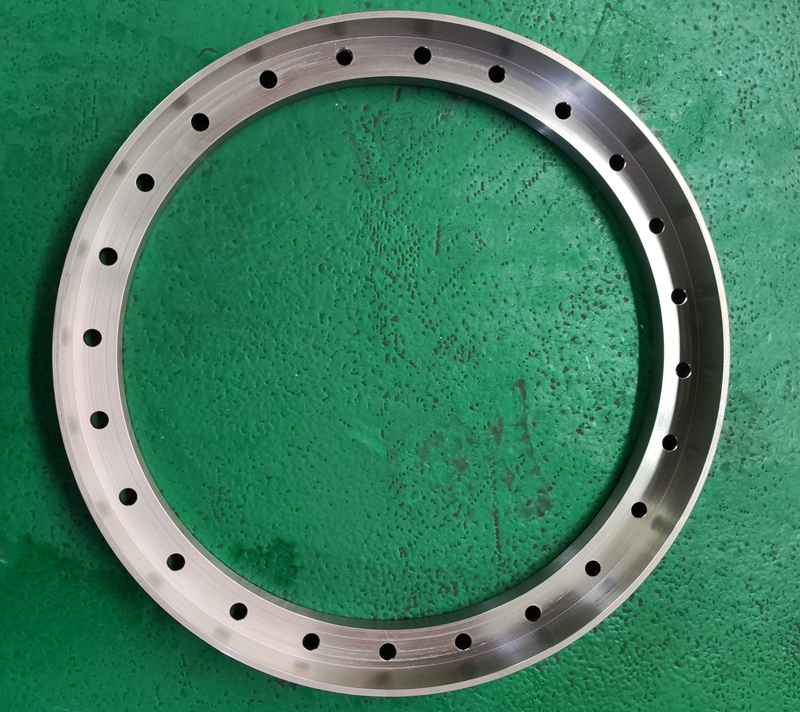
适合机械加工:结构件、法兰、轴套、工装
316(耐腐更好、更贵)
比 304 更粘刀、更难切削
适合:食品、医疗、海水、化工
201(便宜、易锈、难车)
硬、脆、含锰高,伤刀
只适合低成本、非耐腐件
机加性价比:304 > 316 > 201
二、不锈钢机加工难点(记住 3 个)
粘刀:切屑易粘刀尖 → 烧刀、崩刃、粗糙度差
加工硬化:越切越硬 → 越车越难车
导热差:热量全聚在刀尖 → 刀具寿命暴跌
三、机械加工刀具怎么选(直接照抄)
1. 车削 / 铣削通用
刀片材质:
精加工:硬质合金 + 涂层(TiCN / AlTiN)
粗加工:韧性好的硬质合金
刀片角度:
前角稍大,刃口锋利,减少粘刀与硬化
刀杆:
尽量防震、刚性足,悬伸越短越好
2. 钻头 / 丝锥
用含钴高速钢(HSS-E) 或 整体硬质合金
普通 HSS 钻不锈钢=必断、必烧
四、切削三要素(直接上机用)
1. 车削 304(参考)
粗车:
转速 Vc=60~90 m/min
进给 f=0.15~0.3 mm/r
背吃刀量 ap=1~3 mm
精车:
转速稍高,进给 0.08~0.15
2. 铣削
转速 不要太高,中速 + 充足冷却
进给适中,避免刀刃在表面 “磨蹭”(防加工硬化)
核心原则:
高转速 + 适中进给 + 充足冷却 + 不磨蹭
五、冷却液 / 润滑(非常关键)
不锈钢冲切削液,干切 = 短命
优先:乳化液、切削油、极压切削液
作用:
降温 2) 排屑 3) 防粘刀
六、提高效.率 & 省成本的技巧
粗精分开
粗车:吃刀尽量大,一刀干到位,减少硬化层
精车:最后一刀少量均匀
刀具要锋利
钝刀车不锈钢=越车越硬、越车越震
避免反复空刀、反复刮擦
走刀要干脆,不 “磨” 工件表面
余料合理
精车留 0.2~0.5 mm,别留太多
七、常见问题 & 解决
粘刀、表面拉毛
→ 刃口磨利 + 加大流量冷却 + 降一点进给
震刀、波纹
→ 刀杆加粗、缩短悬伸、降转速
孔难钻、易偏、易断
→ 中心钻定位 + 含钴钻头 + 勤退刀排屑
丝锥容易断
→ 底孔稍加大 + 攻丝油 + 手动 / 低速攻丝









